"Пончиковый" бизнес - прибылен, но только у АПФ-350/40 есть одна особенность, которая ставит его вне конкуренции с любыми другими автоматами по жарке пончиков. Фритюр не портится, а, следовательно, не нуждается в периодической замене; унос фритюра с пончиками на 30% меньше.
Эти особенности определяют всегда отличное кулинарное и вкусовое качество пончиков, а также обеспечивают дополнительную экономию на фритюре.
| Расход масла на жарку пончиков за месяц | АПФ | Любой другой аппарат |
|---|---|---|
| Унос | 80 -100г на 1кг пончиков 2400кг x 0,1л/кг = 240л |
130 -150г на 1кг пончиков 2400кг x 0,13л/кг = 312л |
| Замена | Первый в мире пончиковый автомат в котором фритюр не портится, и следовательно, не заменяется 0л |
Для обеспечения той же производительности, объем фритюра в ванне в этих автоматах должен быть не менее 12л, причем менять его приходится 15 раз в месяц (через каждые 16 часов работы). 12л x 15раз = 180л |
| ИТОГО: | 240л | 492л |
То есть, при эксплуатации АПФ Вы ежемесячно экономите масла не менее 492л - 240л = 252л, а ежегодная экономия средств составит:
12мес x 252л/мес x 50руб/л = 151200руб
При организации точки по производству и продаже пончиков СЭС имеет право потребовать от Вас Договор на утилизацию отработанного фритюра - для АПФ-350/40 такой Договор не нужен, и, следовательно, Вы не понесёте дополнительных затрат на утилизацию фритюра.
СЭС имеют право периодически (по своему усмотрению, и без предупреждения) брать пробы фритюра из ванны для контроля его качества. Если Вы эксплуатируете традиционный пончиковый автомат и вовремя не заменили фритюр, у Вас возникнет проблема, и соответственно, потребуются расходы на её разрешение (штрафы, угроза закрытия и т.п.). При работе на АПФ-350/40 Вы можете не сомневаться в положительных результатах экспертизы - концентрация вредных примесей в масле всегда будет в 2 - 3 раза ниже уровня ПДК (предельно допустимой концентрации). Вы можете спокойно работать и в любое время принять инспектора для проверки качества фритюра из ванны АПФ-350/40.
При любых вариантах - "взяткоёмкость" отношений с СЭС равна нулю!
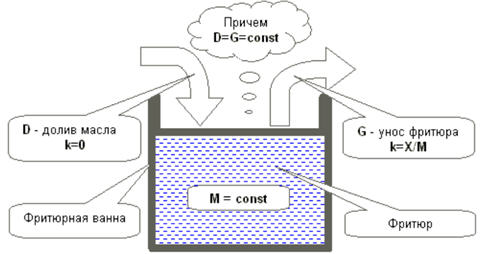
Введём следующие дополнительные обозначения:
| M, кг | Масса фритюра в ванне. |
|---|---|
| X, кг | Текущая масса вредных примесей, содержащихся во всей массе фритюра. |
| k | Текущая массовая доля (концентрация) вредных примесей Х во всей массе М фритюра - k(t)=X(t)/M. |
| ПДК | Предельно допустимая концентрация вредных примесей во фритюре. После достижения текущей концентрацией k (t)=ПДК фритюр должен заменяться "свежим" маслом с k =0. |
| G,кг/ч | Унос фритюра с готовыми изделиями при заданной производительности - G = y · P =const. При этом уносимый фритюр содержит в себе вредные вещества с концентрацией k. |
| D,кг/ч | Долив "свежего" масла с k =0 во фритюрную ванну - D=G . |
| T,ч | Период "обновления" объёма фритюра - условное время, за которое из фритюрной ванны с готовым продуктом уносится M жира - T=М/G=М/ (у·Р). (см. табл.1). |
| F,кг/ч | Темп образования вредных примесей во фритюрной ванне - F = z · P. |
| z | Массовая доля вредных примесей, накапливающихся во фритюре после жарки каждого килограмма пончиков. |
Не перечисляя все вещества, которые относятся к вредным, и не вдаваясь в подробности о разном поведении каждого из них по времени и об их перекрёстном влиянии друг на друга, для простоты и наглядности анализа будем оценивать их комплексно и считать, что z =const и зависит только от способа жарки и конструктивных особенностей фритюрного оборудования.
С учётом введённых обозначений и приведённой схемы процесса жарки скорость изменения массы вредных примесей по времени жарки t можно описать уравнением:
dX(t)/dt = F - G·k(t) [1]или:
dk(t)/dt = z·P/M - (y·P/M)·k(t) [2]Решением дифференциального уравнения [2] при условии M =const и начальных условиях k (t=0) = 0 (в начале жарки фритюр "свежий"), а также с учётом T =М/( y · P ) будет следующая зависимость концентрации вредных примесей от времени жарки:
k (t) = z/ y ·[1-exp(-1/ T ·t)] [3]Выражение [3] представляет для анализа большой интерес, так как оно полностью отражает влияние на k (t) основных удельных характеристик фритюрного аппарата - доли образования вредных примесей z, доли фритюра в готовом продукте y и периода "обновления" объёма фритюра в ванне T. Из [3] можно определить максимальное значение концентрации вредных примесей во фритюре. Оно достигается при t >? при условии, что оператор не производит периодической замены всего фритюра.
k мах = k (t > ) = z / y [4]Определяя k мах, мы говорим о чисто математическом понятии "стремление времени жарки к бесконечности", однако на практике интересно знать конкретную величину этой "бесконечности". С 5%-ной точностью можно говорить, что для любых аппаратов при t =3T концентрация вредных примесей во фритюре уже практически достигает своей предельной величины, т.к. k (3T)?0,95·k мах.
Как видно из таблицы, концентрация вредных примесей у обычных фритюрных автоматов достигает своего максимального значения через ~20 часов работы, а у АПФ с новым способом жарки - уже через ~10 часов. Причём стоит отметить, что значения максимальных концентраций не будут одинаковы для аппаратов, использующих старый и новый способ жарки, ввиду различий в z. Например, для автоматов MARK II и MARK V (см. табл.1) производителем рекомендована замена фритюра через 15-16 часов непрерывной работы. Это означает, что к этому времени концентрация вредных примесей во фритюре уже достигла предельно допустимых норм, т.е. k(16) ? ПДК .
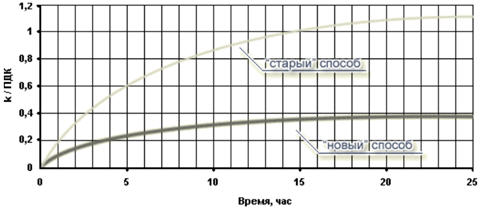
Предварительные результаты химического анализа фритюра, используемого в АПФ существенно дольше 10 часов, показали, что величины концентраций некоторых основных вредных примесей не превышают 30-35% их предельно допустимых норм.
На рисунке представлены графики расчётных зависимостей изменения концентрации вредных примесей в долях предельно допустимой концентрации - k (t)/ПДК. Как видно из графиков, при традиционном способе жарки (для аппаратов №2-6 в табл.1) уже через 15-16 часов работы автомата содержание вредных примесей во фритюре достигает предельно допустимой концентрации k (16)/ПДК = 1,0, а к 22-25 часу уже достигнет своего максимального значения k мах /ПДК = 1,1 и практически перестаёт расти. Очевидно, что до момента t =15-16 ч фритюр в этих автоматах должен быть заменён на свежий.